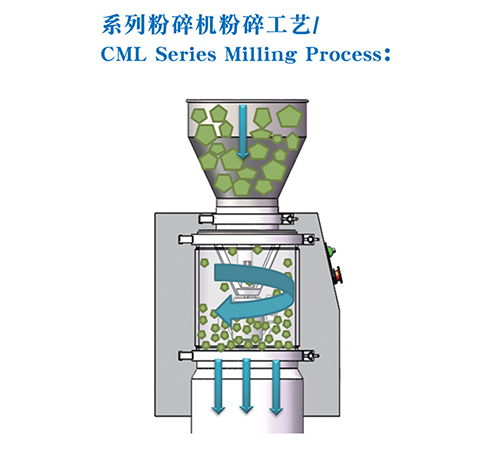
Konfräsning
Konkvarnar, eller koniska silkvarnar, har traditionellt använts för att minska storleken på farmaceutiska ingredienser på ett enhetligt sätt. Men de kan också användas för blandning, siktning och dispergering. De finns i en mängd olika storlekar, inklusive bordslaboratorieapparater till fullskaliga maskiner med hög kapacitet som används för stora läkemedelsbearbetningsoperationer.
Medan användningen av konkvarnar varierar, inkluderar trenden mot att använda dem i läkemedel att klumpa bort torkade material under produktionen; limning av våta granulerade partiklar före torkning; och limning av torra granulerade partiklar efter att de torkats och före tablettering.
Jämfört med andra frästekniker erbjuder konkvarnen även andra specifika fördelar för läkemedelstillverkare. Dessa fördelar inkluderar lägre ljud, mer enhetlig partikelstorlek, designflexibilitet och högre kapacitet.
Den mest innovativa frästekniken på marknaden idag erbjuder större genomströmning och produktstorleksfördelning. Dessutom finns de med variabel sikt (sil) och impelleralternativ. När den används med material med låg densitet kan en sikt öka genomströmningen med mer än 50 procent jämfört med kvarnar konstruerade med raka stänger. I vissa fall har användarna uppnått en produktionskapacitet på upp till 3 ton per timme.
Att uppnå dammfri konfräsning
Det är välkänt att fräsning genererar damm, vilket kan vara särskilt farligt för operatörer och den farmaceutiska processmiljön om dammet inte är inneslutet. Det finns flera metoder tillgängliga för damminneslutning.
Bin-to-bin-malning är en helt in-line-process som är beroende av gravitationen för att mata ingredienser genom konkvarnen. Tekniker placerar en behållare under kvarnen, och en behållare placerad direkt ovanför kvarnen släpper ut material i kvarnen. Tyngdkraften gör att materialet kan passera direkt in i bottenbehållaren efter fräsning. Detta håller produkten innesluten från början till slut, samt gör överföringen av materialet lättare efter fräsning.
En annan metod är vakuumöverföring, som också är en in-line process. Denna process innehåller damm och automatiserade även processen för att hjälpa kunder att uppnå högre effektivitet och kostnadsbesparingar. Med hjälp av ett in-line vakuumöverföringssystem kan tekniker mata material genom konens ränna och få dem automatiskt att dras från brukets utlopp. Alltså, från början till slut, är processen helt innesluten.
Slutligen rekommenderas isolatorfräsning för att innehålla fina pulver under fräsningen. Med denna metod integreras konfräsen med en isolator genom en väggfästfläns. Konfräsens fläns och konfiguration möjliggör en fysisk uppdelning av konkvarnshuvudet av bearbetningsområdet som är utanför isolatorn. Denna konfiguration gör att all rengöring kan utföras inuti isolatorn med hjälp av handskfacket. Detta minskar risken för dammexponering och förhindrar överföring av damm till andra delar av bearbetningslinjen.
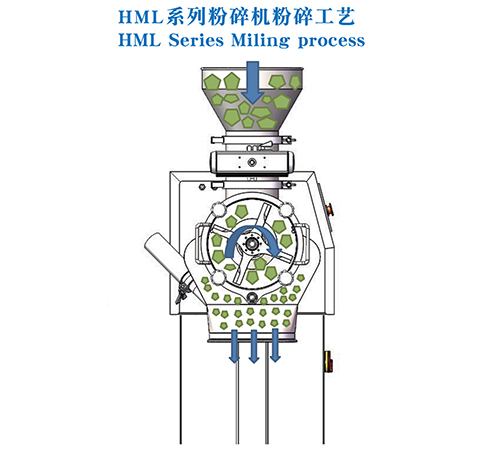
Hammarfräsning
Hammarkvarnar, även kallade turbokvarnar av vissa tillverkare av läkemedelsbearbetning, är vanligtvis lämpliga för forskning och produktutveckling, såväl som kontinuerlig eller satsvis produktion. De används ofta i fall där läkemedelsutvecklare kräver precision partikelreduktion av svårfräsade API:er och andra ämnen. Dessutom kan hammarkvarnar användas för att återvinna trasiga tabletter genom att mala dem till pulver för reformering.
Till exempel, vid inspektion, kanske vissa tillverkade tabletter inte uppfyller kundens standarder av olika anledningar: felaktig hårdhet, dåligt utseende och övervikt eller undervikt. I dessa fall kan tillverkaren välja att mala tillbaka tabletterna till sin pulverform istället för att ta en förlust på materialen. Att mala om tabletterna och återinföra dem i produktionen minskar i slutändan avfallet och ökar produktiviteten. I nästan alla situationer där ett parti tabletter inte uppfyller specifikationerna kan tillverkare använda en hammarkvarn för att lösa problemet.
Hammarkvarnar kan arbeta med hastigheter från 1 000 rpm till 6 000 rpm samtidigt som de producerar upp till 1 500 kg per timme. För att uppnå detta är vissa kvarnar utrustade med en automatisk roterande ventil som tillåter tekniker att fylla kvarnkammaren jämnt med ingredienser utan att överfyllas. Förutom att förhindra överfyllning kan sådana automatiska matningsanordningar styra flödet av pulver in i malningskammaren för att öka processens repeterbarhet och minska värmealstringen.
Några av de mer avancerade hammarkvarnarna har en dubbelsidig bladenhet som ökar livskraften för våta eller torra ingredienser. Ena sidan av bladet fungerar som en hammare för att krossa torra material, medan en knivliknande sida kan skära igenom våta ingredienser. Användare vänder helt enkelt på rotorn baserat på ingredienserna de fräser. Dessutom kan vissa kvarnrotorenheter vändas för att justera för specifikt produktbeteende medan rotationen av kvarnen förblir oförändrad.
För vissa hammarkvarnar bestäms partikelstorleken utifrån den siktstorlek som väljs för kvarnen. Moderna hammarkvarnar kan minska materialstorleken till så liten som 0,2 mm till 3 mm. När bearbetningen är klar trycker kvarnen partiklar genom skärmen, vilket reglerar produktstorleken. Bladet och skärmen fungerar tillsammans för att bestämma den slutliga produktstorleken.
Posttid: 2022-08-08